
Digital Twin application in Manufacturing displays the ground-breaking technologies that help in development. Moreover, the manufacturing industry uses digital twin applications in the production line. Therefore, it leverages digital twin capabilities to maximize overall equipment effectiveness, enhance productivity, and improves profitability. As a result, digital twin applications, technologies, and solutions are pivotal in the manufacturing industry.
Moreover, Digital Twins applications offer insights into the production and manufacturing process. Further, according to a report by Global Market Insights, the digital twin market size was estimated at $ 9.9 billion in 2023. The report also states it will progress at a CAGR of 33% untill 2032 by $125.1 billion.
Hence, this article explains the concept of the Digital Twin and its applications in the Manufacturing Industry.
Read about Digital Twin Applications in the Manufacturing Industry
- What is Digital Twin?
- Tools and Components that help develop Digital Twins for Manufacturing Industries
- How do Digital Twin Applications work in Manufacturing Industry?
- Benefits of Digital Twin Applications in the Manufacturing Industry
- Here are the Top Digital Twin Applications in the Manufacturing Industry
What is Digital Twin?
Digital Twins are virtual renditions of physical objects, entities, and systems. Moreover, it is a dynamic simulation of physical components that experience constant design, development, and operations changes.
Further, IBM provides a definition stating, “A digital twin is a virtual representation of an object or system that spans its lifecycle, is updated from real-time data, and uses simulation, machine learning and reasoning to help decision-making”
Moreover, digital twins play a more pivotal role than a picture, blueprint, or schematic representation. As a result, as the physical object evolves, so does its digital twin.
How do Digital Twins work?
Digital Twins are the virtual portrayal of physical attributes and components. Moreover, the concept digitalizes and duplicates physical objects using sensors. Further, businesses use these digital assets as blueprints to plan, monitor and develop physical components. Businesses also use engineers and developers to collect data to build digital assets from various sources. Therefore, operational, manufacturing, analytics solutions, physical, etc. data play a critical role in developing assets. Further, the concept collects the information to integrate it with AI algorithms to build a physics-based virtual representation. Moreover, constant data analysis and insights enable developers and engineers to build the asset and optimize the operational outcomes. Hence, Digital Twins help businesses build a virtual model of physical assets.
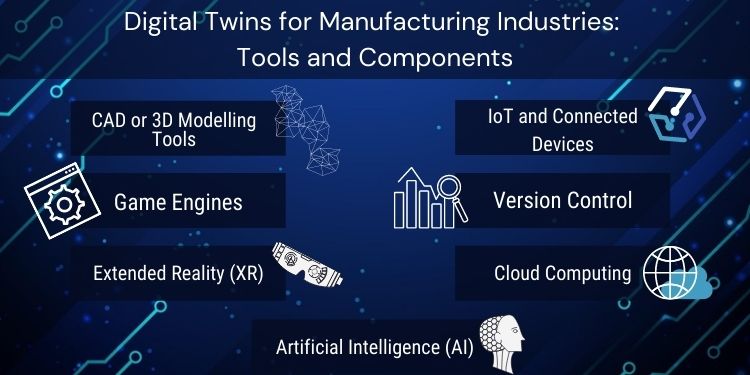
Tools and Components that help develop Digital Twins for Manufacturing Industries
Here are the components that businesses need to develop digital twins applications in the manufacturing industry:
-
CAD or 3D Modelling Tools
Firstly, CAD or computer-aided designs and 3D models help engineers, designers, and developers in the manufacturing process. Moreover, the tools help create a pipeline that includes CAD designs to integrate with other pipelines in the manufacturing process. Developing designs for the pipelines also help structure and organize the virtual assets according to requirements. It also mitigates the hassles of making the same changes on different operational tools and pipelines. Hence, it increases the speed of development by seamlessly making pivotal changes.
-
IoT and Connected Devices
Further, Digital Twins integrate well with IoT and other connected devices. Moreover, the devices provide constant and real-time updates to imitate the physical aspects of the digital asset. It also offers support by enhancing the communication between the teams, tools, and devices.
-
Game Engines
According to Perforce, “A game engine is a software development program or environment used originally to develop video games. Now, a game engine can also be used for visualization (as with the development of digital twins), collaboration, and more. The features of a game engine may include animation tools, artificial intelligence, physics and collision engines, audio engines, and more.”
Therefore, game engines offer abilities and advancements in the physics engine to develop the capabilities of Digital Twins. Moreover, game engines enable life-like visualizations and develop emotional connections with physical assets. Hence, it is a powerful tool that helps digital twins visualize data, processes, products, and other physical components.
-
Version Control
Version control, aka source control, tracks and monitors constant changes in files. Moreover, Version Control Systems are software solutions that use their design to help teams work synonymously. Therefore, it collects and creates all the data in the digital twin process to manage any changes and modifications.
-
Extended Reality (XR)
Extended Reality is an umbrella of immersive technologies like augmented reality (AR), virtual reality (VR), and mixed reality (MR). Moreover, these immersive technologies extend their capabilities that render reality. It also amalgamates virtual and “real” worlds and generates a completely immersive experience. Therefore, XR enables its visualization technology to create digital representations of physical components. Hence, it makes it easier for Digital Twins to digitally model physical components and help users interact with the contents.
-
Cloud Computing
Cloud computing technology is an essential tool that stores, enables access, and transfers data for users. Further, Digital Twins require large sets of data to develop digital assets. Hence, cloud computing technology supports storing, accessing, and transferring data in a virtual cloud system.
-
Artificial Intelligence (AI)
Artificial Intelligence is a synthetic system that automatically analyzes and obtains data to offer actionable insights. Moreover, it provides information for users to make better decisions and predictions regarding their business. Hence, AI enables engineers to make calculated decisions and suggestions for required outcomes to reduce potential bottlenecks.
How do Digital Twin Applications work in Manufacturing Industry?
According to Anirban Bhattacharya, Associate Partner for Digital Strategy and Cognitive Process Transformation at IBM, “Digital twin technology brings manufacturing and product lifecycle management activities together in an organization and opens up opportunities to reimagine how teams interact with designs and equipment.” He further states, “These are very fundamental benefits that will help manufacturers position for success in today’s highly competitive business environment, which demands that companies find innovative ways to improve efficiencies, quality, and yield while reducing costs.”
Digital Twin applications in the manufacturing industry collect sensor data from, various sources into an IoT platform, and are enabled by AI. Moreover, businesses gain high definition and immersive demonstrations using the digital imitation of components. Further, manufacturing teams use it to visualize physical objects without disturbing any process.
The Manufacturing Industry also uses Digital twin applications at the following levels:
- Component Level: This refers to one, high-priority component in the manufacturing process.
- Asset Level: It creates a virtual twin of one part of the equipment in the production line.
- System Level: This refers to developing a digital twin to completely track and enhance the production process.
- Process Level: Here, the digital twin simulates the complete manufacturing processes like process, product, design, development, etc.
Benefits of Digital Twin Applications in the Manufacturing Industry
- Firstly, Digital Twin applications in the manufacturing industry help comprehend products by implementing real-time management and monitoring.
- It also helps control and manages assets using predictive algorithms.
- Moreover, it enhances manufacturing processes by testing, validating, and refining deductions.
- Further, it improves incorporations between various unconnected systems and devices. It also optimizes the process to offer product traceability abilities.
- Above all, digital twin applications in the manufacturing industry troubleshoot and alert users regarding any equipment issues regarding equipment.
Here are the Top Digital Twin Applications in the Manufacturing Industry
-
Product Development:
Firstly, Digital Twins enable engineers and developers to test and monitor the feasibilities and availabilities of standard and new products. Further, it helps engineers and developers comprehend the potential of products and their profitability in terms of cost.
-
Design Customization and Modifications:
Moreover, Digital Twin applications offer the manufacturing industry understanding of different permutations and combinations of processes. Further, it helps businesses get the opportunity to identify product processes most profitable for them. As a result, they offer personalized products, services, and solutions to customers without affecting their costs.
-
Predictive Maintenance:
Further, it provides a complete overview of the performance of equipment in the process. It also helps businesses discover anomalies and bottlenecks in production processes and operations. Moreover, it offers insights into the maintenance and restoration of machines, devices, and their components. Hence, it helps avoid any time-to-service and reduces costs due to equipment failures.
Conclusion:
In conclusion, Digital Twin applications showcase visibility into physical assets and potential production bottlenecks in the manufacturing industry. Moreover, it streamlines processes to optimize operational and innovative product development.
You May Also Like to Read:
Industrial Cloud Computing: Scope and Future
Blockchain and Digital Twins: Amalgamating the Two Technologies
How can Digital Twin Technology Benefit Healthcare?
Industrial Robot Examples: A new era of Manufacturing!
Understanding the Applications and Role of AR in Manufacturing Industry